Автоматическая многоточечная сварочная машина
Руководство по эксплуатации
Пневматические многоточечные сварочные машины, изготавливаемые компанией Golden Spot, проходят строгий контроль качества. Это не только способствует росту производительности машин, но и также снижению уровня брака.
Обязательно следует изучить данное «Руководство по эксплуатации» перед началом работы для того, чтобы понять принцип работы оборудования и повысить его производительность.
Данная машина контактной сварки оборудована полупроводниковым электронным выключателем, синхронным регулятором на ИС и сенсорным выключателем, которые удобны не только для проведения регулировки, но также и для изменения состояний. В цилиндре сжатия применена конструкция прямой сборки, в скользящей части которой используются подшипники, где не используется масло, с целью обеспечения высокоскоростной работы и увеличения срока эксплуатации. Поэтому при проведении сравнения с другой машиной для точечной сварки компания уверена, что этот тип сварочной машины обеспечивает наилучшие характеристики.
Содержание:
I. Технические требования
II. Источник питания
III. Расположение провода и шланга
IV. Приготовление к сварке
V. Контрастное табло значений давления электрода и сварочного тока
VI. Обслуживание оборудования
VII. Отладка оборудования
VIII. Приложение
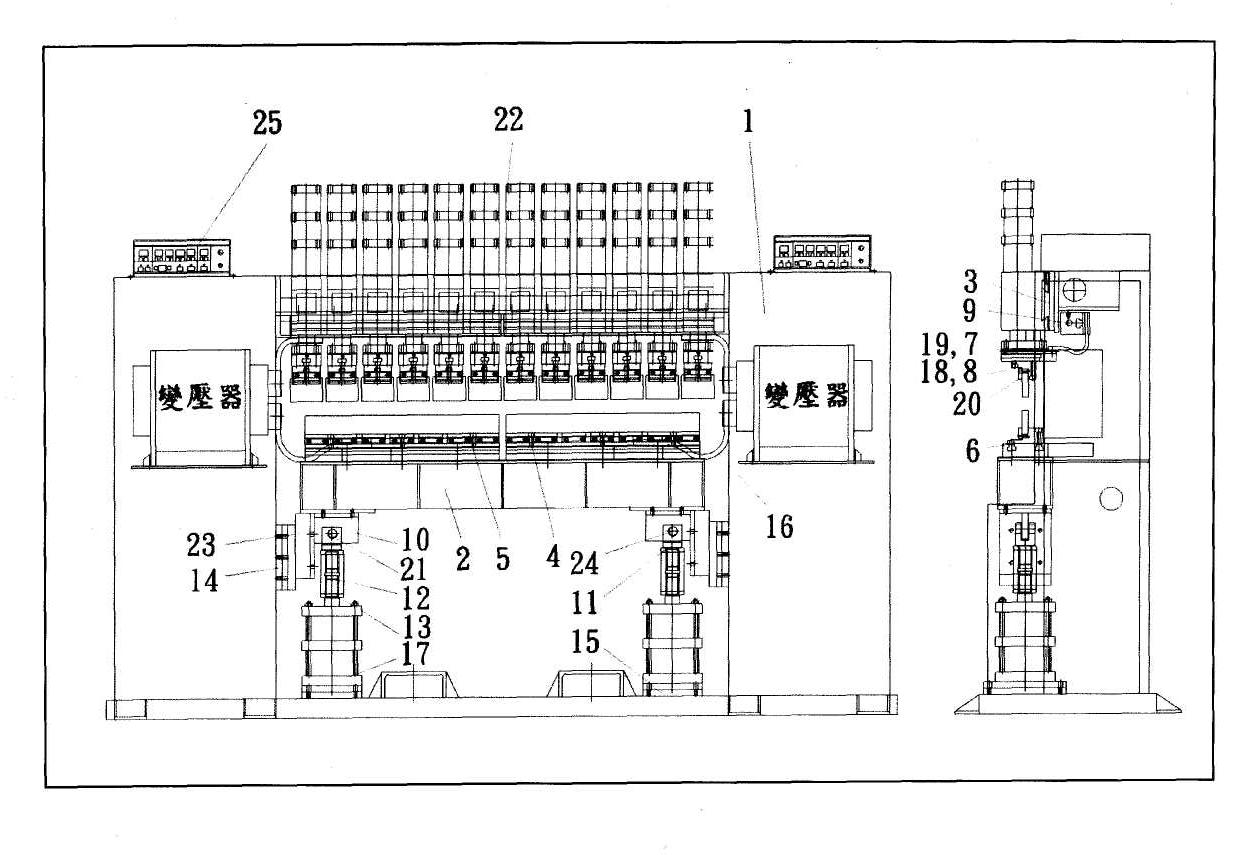
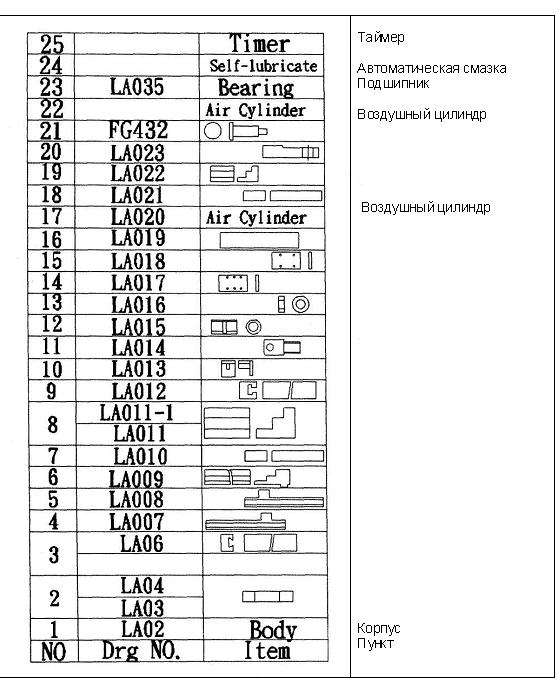
a. Чертежи машины
b. Схема цепи
c. Схема соединения проводов
Спецификации
| Модель | Мощность, КВА | Номинальное напряжение, В | Номинальная частота, Гц | Максимальный ток короткого замыкания, А | Максимальное нагнетательное давление, кг | Число цилиндров | Ширина сварки, мм | Габариты, ШхВхД | |
| Многоточечная машина для точечной сварки | SA-800DD | 80 | 220/380 | 50/60 | 16,000 | 500 | 10 | 1200 | 2800x1700x700 |
| SA-1000DD | 100 | 220/380 | 50/60 | 18,000 | 500 | 12 | 1200 | 2800x1700x700 | |
| SA-1200DD | 120 | 220/380 | 50/60 | 20,000 | 500 | 12 | 1500 | 3100x1700x700 | |
| SA-1500DD | 150 | 220/380 | 50/60 | 22,000 | 500 | 14 | 1500 | 3100x1700x700 | |
| SA-2000DD | 200 | 220/380 | 50/60 | 38,000 | 500 | 16 | 1800 | 3100x1700x700 | |
| Машина многоточечной сварки со столом автоподачи | SA-800AF | 80 | 220/380 | 50/60 | 16,000 | 500 | 10 | 900 | |
| SA-1000AF | 100 | 220/380 | 50/60 | 18,000 | 500 | 12 | 900 | ||
| SA-1200AF | 120 | 220/380 | 50/60 | 20,000 | 500 | 12 | 1200 | ||
| SA-1500AF | 150 | 220/440 | 50/60 | 22,000 | 500 | 14 | 1200 | ||
| SA-2000AF | 200 | 220/440 | 50/60 | 38,000 | 500 | 16 | 1500 |
Замечание: максимальный ток сварки составляет около 90% от максимального тока короткого замыкания.
Режим работы при номинальной мощности составит 9,7% при максимальном токе сварки.
Контроллер
| Модель | SA-серия |
| Тип | T-9000CC |
| Напряжение (220 В) | 220 В ± 10 % |
| Напряжение (380 В) | 380 В ± 10 % |
| Максимальное напряжение сварки (220 В) | 220 В ± 10 % |
| Максимальное напряжение сварки (380 В) | 380 В ± 10 %/td> |
| Номинальная частота | 50/60 Гц |
| Метод | синхронный |
| Основное время | 1-99 Гц |
| Период сварки (I) | 0-99 Гц |
| Время охлаждения | 0-99 Гц |
| Период сварки (II) | 0-99 Гц |
| Время выдержки | 0-99 Гц |
| Время открытия | 0-99 Гц |
| Время выключения | 0-99 Гц |
| Время возрастания тока | 0-99 Гц |
| Диапазон регулировки тока (I) | 100-130% |
| Диапазон регулировки тока (II) | 100-130% |
| Тип подачи-отключения сварочного тока | полупроводниковый |
| Число систем управления | 2 |
| Сглаживание скачков напряжения | да |
| Способ регулировки времени | cенсорный переключатель |
Источник питания
Расстояние между машиной для точечной сварки и трансформатором должно составлять 20 метров. Сварочная машина должна находиться на определенном расстоянии от источников влажности, пыли, газа, кислоты, щелочи и горючих материалов. Расстояние между местом монтажа и стеной должно составлять, по крайней мере, 30 метров. При необходимости использования устройства сварки, устройство сварки должно быть установлено, и его основной корпус должен быть изолирован, его электрод должен быть очищен и установлен. В противном случае, он может генерировать различные потоки искр.
| Модель | SA-800AF SA-800DD |
SA-1000AF SA-1000DD |
SA-1200AF SA-1200DD |
SA-1500AF SA-1500DD |
SA-2000AF SA-2000DD |
||
| Источник питания 220 В | Мощность прерывателя | A | 300 | 400 | 500 | 600< | 1000 |
| Мощность плавкого предохранителя | A | 200 | 250 | 300 | 400 | 500 | |
| Сечение входного питающего кабеля | мм2 | 80 | 100 | 125 | 150 | 200 | |
| Источник питания 380 В | Мощность прерывателя | A | 3-фазы 200 | 3-фазы 250 | 3-фазы 300 | 3-фазы 400 | 3-фазы 500 |
| Мощность плавкого предохранителя | A | 150 | 175 | 210 | 300 | 400 | |
| Сечение входного питающего кабеля | мм2 | >60 | >60 | >80 | >100 | >150 | |
| Водяное охлаждение | Давление воды | кг/см2 | 1-3 | 1-3 | 1-3 | 1-3 | 1-3 |
| Расход воды | л/мин | 40 | 40 | 40 | 50 | 80 | |
| Температура воды | ºC | <30 | <30 | <30 | <30 | <30 | |
| Электрическое сопротивление воды | Ω | >5K | >5K | >5K | >5K | >5K | |
| Сжатый воздух | л/мин | 61 | 73 | 73 | 86 | 98 | |
| Заземление | Сечение провода | мм | >14 | >14 | >14 | >14 | >14 |
Подключение к сети. Расположение проводов и трубопровода
1. Силовая коробка, расположенная на боковой стороне аппарата, является соединением с источником питания.
2. В случае, если мощность источника питания недостаточна, сечение провода мало или номинальное напряжение превышает указанное в характеристиках на 10%, то для обеспечения необходимых режимов сварки рекомендуется изменить входную мощность.
3. Каждый аппарат сварки должен иметь свой собственный рубильник питания. Если два или более аппарата используют один рубильник, то могут возникнуть перегрузки, сбои в работе и т.д.
4. Питание контроллера. В системе питания контроллера не используются провода.
5. Расположение подключений для охлаждения. Питающий и сливной штуцеры расположены на корпусе аппарата. Верхний штуцер является питающим, а нижний - сливным. Во время работы важно не допускать утечки воды.
6. Подключение пневматической системы. Питающий штуцер пневматической системы находится в верхней части корпуса. Перед подключением необходимо тщательно прочистить шланг от пыли грязи. Важно не допускать утечки сжатого воздуха во время работы. Шланг пневматической системы должен быть изготовлен из пластика и должен выдерживать давление не менее 10 кг/см2. Давление воздуха должно составлять 5-7 кг/см2. Длина шланга может повлиять на скорость потока воздуха, скорость и качество сварки, поэтому необходимо правильно выбрать длину шланга.
7. Установка ножного переключателя. Штепсель ножного переключателя, расположенный в нижней части корпуса, необходимо вставить в гнездо, а затем затянуть гайку.
8. Установка заземления. Заземление защищает оператора от поражения током в случае пробоя изоляции корпуса. Каждый аппарат должен быть оснащен проводом заземления с сечением провода более 14 мм2. Место подключения заземления расположено в задней части корпуса.
Подготовка к сварке
Следует прочитать следующие инструкции для того, чтобы понять принцип работы аппарата и обеспечить хорошее качество сварочных работ.
1. Убедитесь, что вода поступает в систему охлаждения с нужной скоростью и температурой. Кран подачи воды должен быть открыт, и вода должна вытекать из всех сливных отверстий. Температура воды должна быть ниже 30°С. В случае применения системы циркуляции воды необходимо следить за температурой воды. Высокая температура или недостаточное количество воды может повлиять на скорость и качество сварки. В случае течи воды существует опасность возгорания трансформатора.
2. Регулировка давления электрода. Для регулировки подачи сжатого воздуха используется регулировочный кран. Величина давления связана с толщиной свариваемого материала. При повороте крана вправо давление увеличивается, при повороте влево - уменьшается. После настройки сварочного аппарата и выбора заготовки необходимо уменьшить давление для того, чтобы избежать повреждения аппарата или заготовки. Величина давления будет отображаться на манометре. Для определения величины давления электрода см. таблицу.
3. Регулировка хода цилиндра. Для регулировки хода цилиндра при сварке специальных материалов необходимо нажать на ножной переключатель и утопить стержень в правой нижней части цилиндра. Когда ножной переключатель отпущен и стержень вынут, цилиндр возвращается в первоначальное состояние.
* Данная регулировка производится только при сварке материалов с особыми свойствами.
4. Регулировка зазора между электродами. Зазор между верхним и нижним электродами зависит от свариваемого материала. Фактически, чем меньше зазор, тем быстрее идет процесс сварки.
5. Регулировка скорости подъема и опускания электродов. Скорости подъема и опускания электродов регулируются раздельно. Регулятор в верхней части цилиндра отвечает за скорость подъема, регулятор в нижней части – за скорость опускания. При повороте регуляторов вправо скорость увеличивается, при повороте влево – уменьшается. В процессе работы скорость имеет тенденцию меняться из-за вибрации.
Увеличение давления
| Давление сжатого воздуха, кг/см2 | 1 | 2 | 3 | 4 | 5 |
| Давление электрода (500 кг) | 100 | 210 | 315 | 420 | 520 |
| Давление электрода (1000 кг) | 250 | 485 | 720 | 950 | 1150 |
Технический осмотр и обслуживание
1. В процессе работы необходимо проверить:
1-1 Переключатель питания, который должен быть в положении ВКЛ.
1-2 Источник сжатого воздуха. Проверить в отсутствии утечек воздуха и наличии смазки.
1-3 Система охлаждения включена, давление достаточно и слив воды происходит нормально. Следует проверить отсутствие засора.
1-4 Изоляцию ножного переключателя.
1-5 Изоляцию всех основных узлов аппарата во избежание поражения электрическим током.
1-6 Медное покрытие электродов должно быть чистым и без повреждений.
1-7 Заземление должно быть подключено.
1-8 Для предотвращения поражения электрическим током следует следить за изоляцией силовой коробки.
1-9 Запрещается протягивать руки в рабочую зону аппарата во время работы.
2. При отключении аппарата:
2-1 Источник питания должен быть отключен.
2-2 Системы охлаждения и пневматики должны быть отключены.
3. Обслуживание:
3-1 Проверить цилиндры и электромагнитный клапан на предмет утечки.
3-2 В случае неправильной работы цилиндров может произойти износ уплотнительных колец и поломка электромагнитного клапана.
Устранение неполадок
| Код неисправности | Показания индикатора | Причина | Устранение |
| Е1 | Требует осмотра и наладки | Обратиться к продавцу | |
| Е2 | Мощность сварки имеет неправильную величину | Проблемы и главным источником питания | Проверить изоляцию и главный переключатель питания. |
| Е3 | Недостаточное охлаждение | Высокая температура воды | Проверить температуру воды и ее объем. |
| Е4 | Неисправен пульт управления | Поврежден полупроводниковый переключатель и оборван провод | Обратиться к продавцу |
| Не горят световые индикаторы на пульте | Нет питания | ||
| Не работает ножной переключатель | Неисправен переключатель или интегральная плата | Проверить коды LED1-LED8 | |
| Нет давления | Неисправен электромагнитный клапан или источник давления | Код LED9 - 10 | |
| Самопроизвольное отключение - включение | Плохое охлаждение: включается защитная система. | ||
| Есть движение, но сварка не происходит | 1. Включить переключатель процесса сварки 2. Изолирующее покрытие на заготовке. Удалить. 3. Электрод не касается заготовки. Отрегулировать электроды. 4. Отрегулировать предварительное время. Оно может быть недостаточным. |
||
| Нет питания | Подсоединение к пульту управления | Код LED 16-17 |