Машина контактной сварки – аппарат, с помощью которого осуществляется контактная сварка деталей. Оборудование различается внешним видом, мощностью, количеством, размером и формой электродов и пр., однако все они имеют одинаковые основные элементы конструкции и один принцип работы.
Конструкция аппарата контактной сварки
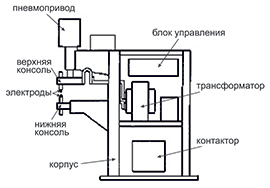
1. Электрический блок.
Электрическая часть любого аппарата контактной сварки включает в себя трансформатор (трехфазный или однофазный), ступенчатый переключатель мощности, прерыватель, и реле времени. Служит такой блок для управления сварочным током и мощностью сварки.
2. Привод.
Для машин контактной точечной сварки это привод сжатия деталей, для машин шовной сварки – привода вращения сварочных роликов и сжатия, для машин стыковой сварки – привода зажатия деталей и осадки. В зависимости от мощности аппарата контактной сварки и его функционального назначения привода могут быть как механическими (пружинными, рычажными), так и пневматическими или гидравлическими.
3. Пневмо- или гидросистема (в случае использования пневмо- или гидропривода соответственно).
Такие системы включают в себя клапаны, запорные вентили, фильтры, штуцера и пр. и служат для обеспечения нормальной работы приводов.
4. Система водяного охлаждения.
Система водяного охлаждения состоит их клапанов, вентилей, штуцеров, распределительных шлангов и пр. Главной ее задачей является отвод тепла от токоведущих частей аппарата контактной сварки.
5. Органы управления.
Органы управления включают в себя кнопочный блок и ножную педаль (машины точечной и шовной сварки). С элементов управления подается сигнал на включение/отключение тока сварки, сжатие электродов или зажатие заготовок, вращение сварочных роликов, а также на включение регулятора сварочного цикла.
Принцип работы аппарата контактной сварки
В момент включения аппарата контактной сварки или начале нового сварочного цикла электроды сжимают свариваемые заготовки. В это же время пусковой механизм приводит в действие реле времени, которое в свою очередь подает сигнал на прерыватель, и тот замыкается на определенное время. Таким образом, в электрическую сеть включается трансформатор, снижающий напряжение сети до сварочного (порядка 1-12 В) и подающий ток на электроды.
Сварочный ток (порядка 1-200 кА), проходя через заготовки, приводит к нагреванию и расплавлению металла деталей в месте их контакта с электродами. Спустя время, на которое реле времени замкнуло прерыватель, он размыкается, и ток перестает поступать на электроды. Затем происходит кристаллизация расплавленного металла и образование сварочного соединения. В конце цикла сварки снимается усилие сжатия.
Длительность сварочного цикла аппарата контактной сварки может варьироваться от 0,5 до 15 с в зависимости от конкретной задачи.
Классификация аппаратов контактной сварки
По исполнению:
- стационарные машины – крупногабаритные установки, как правило, подходящие для сварки деталей широкого диапазона толщины и применяемые для сварки небольших заготовок;
- подвесные клещи – машины, используемые при сварке изделий больших размеров и массы;
- передвижные машины – небольшие мобильные аппараты, часто применяемые для сварки изделий в местах проведения работ.
По назначению:
- универсальные – аппараты контактной сварки, работающие с деталями различной толщины; прочность сварных соединений регулируется усилием сжатия, силой тока и пр. характеристиками машины;
- специализированные – машины, отличающиеся от универсальных более сложной конструкцией механизма сжатия и управляющей системы; специализированное сварочное оборудование предназначено для выполнения какой-либо одной операции и призвано уменьшить время ее выполнения.
