Общее
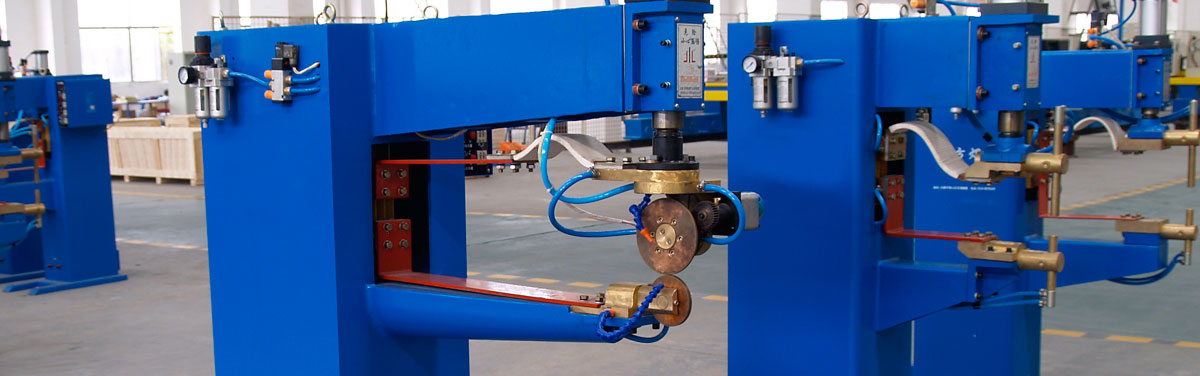
Шовная сварка является одним из методов контактной сварки. Два куска металла соединяются друг с другом и плотно сжимаются между двумя сварочными электродами-роликами. После этого на электроды подаётся напряжение с импульсного блока, и свариваемый материал прокатывается между сварочных роликов. Процесс сварки может быть непрерывным, если необходима сварка непрерывным швом, либо периодическим для образования прерывистого шва. Рабочий цикл, состоящий из импульсов напряжения и пауз между ними, может быть выбран оператором. Также имеется плавная регулировка скорости вращения сварочного ролика и тока сварки. Станок имеет систему охлаждения и пневматическую систему сжатия роликов.
Машина шовной сварки FN-1B/2B является усовершенствованной моделью сварочного станка, основанного на модели FN-1A/2A. В Модели FN-1B/2B улучшены некоторые технические решения, введены усовершенствования. Данная модель имеет следующие особенности:
1. Пневматический цилиндр создаёт давление сварочного ролика на свариваемый металл. Упрощённая структура механизма решает проблему изменения давления, вызываемую трением сварочного ролика, а также эффективно стабилизирует колебательные движения, возникающие в результате работы станка.
2. Устройство регулирования тока сварки имеет плавную и точную регулировку, вследствие применения мощных управляемых кремниевых тиристоров и системы контроля тока.
3. Электронная регулировка частоты вращения двигателя приводного сварочного ролика на интегральных микросхемах позволяет задавать скорости сварки в диапазоне 0~3.2 м/мин.
4. Автоматическая система управления сварочным процессом позволяет задавать все необходимые параметры сварки и, далее: процесс сварки выполняется автоматически, и оператору не нужно делать ничего, кроме как нажимать на ножную педаль и загружать-выгружать заготовки.
Технические характеристики
| Модель | FN-35-1B/2B | FN-50-1B/2B | FN-75-1B/2B | FN-100-1B/2B | FN-125-1B/2B | FN-160-1B/2B |
| Номинальная мощность, кВт | 35 | 50 | 75 | 100 | 125 | 160 |
| Продолжительность загрузки, % | 50 | 50 | 50 | 50 | 50 | 50 |
| Напряжение питания, В | 380 | 380 | 380 | 380 | 380 | 380 |
| Толщина сварки, мм | 1+1 | 1.5+1.5 | 2+2 | 2.5+2.5 | 3+3 | 3.5+3.5 |
| Скорость сварки, м/мин | 0.8~3.2 | 0.8~3.2 | 0.8~3.2 | 0.8~3.2 | 0.8~3.2 | 0.8~3.2 |
| Потребление воды, л/ч | 300 | 300 | 400 | 600 | 800 | 800 |
Структура машины шовной сварки
Машины шовной сварки данной серии состоят из: корпуса, пневматической системы, блока регулировки частоты вращения мотора, системы вентиляции, системы электроуправления и системы постоянного охлаждения воды. Ниже представлено подробное описание каждой детали станка:
1. Корпус: основная деталь сварочного станка, совокупность сварочной угловой стали и листового железа.
2. Система пневматики: включает в себя систему очистки воздуха, электромагнитный клапан, штуцера, шланги пневматики.
3. Система регулировки частоты вращения мотора: включает в себя редуктор, двигатель постоянного тока и блок управления.
4. Система вентиляции состоит из: баллона, направляющей трубки и пр.
5. Система электроуправления включает в себя блок тиристорных переключателей и автоматический регулятор тока.
6. Система охлаждения воды состоит из: устройства подвода воды, гибкой второстепенной охлаждающей воду трубки, фиксатор электрода охлаждающего трубопровода, датчик замера уровня воды.
Установка и использование
1. Закрепите сварочный станок на ровном бетонном полу при помощи анкерных или закладных болтов.
2. Подключите станок к источнику питания 380В, 50-60Гц, соответствующий мощности потребления сварочного станка. Сварочный станок не должен соприкасаться с поверхностью, на которой он стоит, сопротивление заземления должно быть менее 4 Ом, а сопротивление изоляции не менее 2,5 МОм.
3. Включите источник подачи сжатого воздуха, внешний воздушный компрессор должен поддерживать давление воздуха между 0.2~0,5 МПа, как было настроено.
4. Дальнейшие действия:
1) При включении питания включается световой указатель.
2) Включите регулятор мотора, установите скорость сварочного ролика для выбора подходящей скорости сварки.
3) Нажимая на ножную педаль, проверьте функции станка. Необходимые параметры шовной сварки установите на панели управления.
Эксплуатация панели управления
В соответствии с потребностями наших клиентов автоматический режим сварки подразделяется на два вида: общую постоянную сварку и периодически пульсирующую сварку.
1. Счетчик: считает сварочные швы.
2. Очистка счётчика: нажмите кнопку для сброса счётчика на ноль.
3. «Выпуск Да\Нет»: при включении на графу «нет», нажмите на ножную педаль, все части станка, будут работать в автоматическом режиме.
4. Включение питания: включите главный переключатель блока управления для подготовки работы со станком.
5. Время предварительного прижима: относится ко времени предварительного давления между каждым циклом сварки и продувом, это время должно быть больше, чем время, необходимое пневматическому цилиндру, чтобы переместиться сверху вниз.
6. Регулировка тока шовной сварки: по часовой стрелке – увеличение мощности тока, против часов – уменьшение. 7. Скорость вращения мотора: по часовой стрелке – частота вращения мотора увеличивается, против часовой – уменьшается.
8. Пауза: увеличивается время электродного заряда перед сваркой, действуя как перерыв в процессе периодической сварки. Чем больше объём работы, тем дольше перерывы в работе станка.
9. Сварка: во время сварки, питание подаётся в импульсном режиме. Чем больше объём работы, тем дольше время работы станка.
10. Нерабочее время - это время, между последней работой станка и настоящим включением. Обычно, не отражается на качестве сварки.
11. Посмотрите настройку сварки на картинке, расположенной ниже.
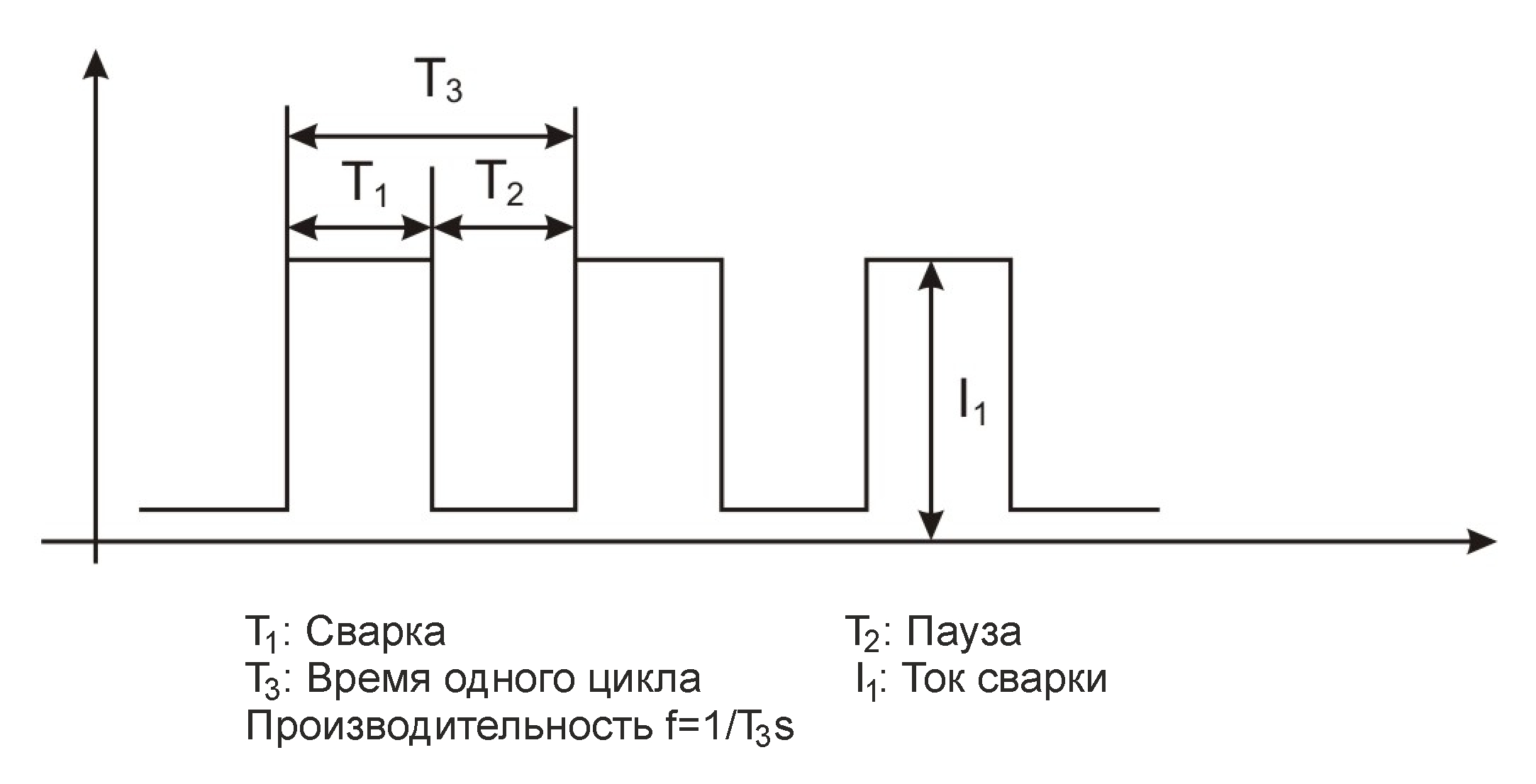
На рис. 1 показаны параметры фактического объёма и время продолжительности одного цикла сварки. Поскольку используется прерывистый сварной шов, то чем дольше время работы станка и сильнее ток, тем выше производительность. Если время цикла достаточно велико - места сварки глубокие и нечастые. Конечно, скорость вращения сварочного ролика также важна.
Примечание при использовании машины шовной сварки
1. Воду необходимо включать прежде, чем сварочный станок начнёт работу. Каждая подвижная часть машины, вместе с коробкой для отходов должны быть постоянно смазаны. Обрабатываемый материал должен быть почищен перед сваркой, чтобы не повредились электроды и сварочные ролики.
2. В случае, если температура помещения, где установлен станок, ниже нуля по Цельсию, необходимо удалить воду из трубопровода системы охлаждения после окончания работы станка во избежание разрыва трубы при замерзании воды.
3. Сварочный станок необходимо проверять после каждого выключения электропитания. Оператору необходимо надеть брезентовые перчатки и плотный фартук, чтобы не ошпариться.
4. Машина шовной сварки не должна стоять в сыром помещении, ввиду возможности отсыревания блока питания. Сопротивление изоляции между питающей цепью и наружным корпусом должно быть не менее 2.5 МОм, и только в этом случае станок можно включить и использовать.
5. Место размещения сварочного станка должно быть чистым и не должно содержать каустические и горючие вещества, едкие газы и какие-либо продукты химического разложения соединений, так как это может нанести серьёзные повреждения изоляционной системе сварочного станка.
6. Сварочный станок должен работать в точном соответствии с номинальной грузоподъёмностью, перегруз станка не разрешён.
Техническое обслуживание сварочной машины
| Техническое обслуживание деталей станка | Пояснение технического обслуживания | Что необходимо сделать | Как часто необходимо делать |
| Полный спектр | Вытереть пыль с корпуса | Вытереть пыль | ежедневно |
| Смазка пневматики и движущихся частей станка | Наполнить маслом смазочное устройство | При необходимости | |
| Уборка разбрызганной жидкости и пыли | Убрать разбрызганную жидкость при помощи ковша и пыль при помощи компрессора | ежемесячно | |
| Трансформатор | В установленном порядке проверяйте шланг, подключённый к трубопроводу, если нет воды – долейте | Совершайте проверку как можно чаще. При утечке воды, устраните проблему вовремя. | ежедневно |
| Состояние соединения болтов, вторичной обмотки и натяжных ремней | Плотно затяните раскрученные болты | каждый сезон | |
| Грязь, попавшая на трансформатор, должна быть убрана вовремя | Убрать грязь | ежемесячно | |
| Сварочный электрод | Держите поверхность обрабатываемого материала чистой | Вымыть и протереть поверхность | ежедневно |
| На рабочей поверхности не должно быть металлических предметов | Протереть или переместить электрод | ежедневно | |
| Система охлаждения | Станок не может быть использован без охлаждающей жидкости | Сначала включить воду, только затем сам сварочный станок | как указано в инструкции |
| Убедитесь, что система охлаждения не засорена | Вовремя чистите систему от засора и отложений | каждый сезон | |
| Температура воды не должна быть слишком высокой | Убедитесь, что температура воды на впуске не превышает 30oC, а конечная температура воды не выше 50oC | ежедневный осмотр | |
| Предотвратите замерзание станка, чтобы трубы не лопнули от замерзшей жидкости | Ежедневно при помощи компрессора убирайте воду из системы охлаждения | преимущественно зимой |
Примечание: нет необходимости часто доливать масло в смазочную коробку. Когда уровень масла будет ниже отметки «мин», долейте смесь касторового масла с графитным в пропорции 2:1.
Проблемы и их решения
| Характер проблемы | Возможные причины | Решения |
| Лампочка индикации контроллера не работает | 1. Неисправна плата или лампочка. | Проверить, заменить |
| 2. Сгорел предохранитель контроллера. | Проверить, заменить | |
| 3. Выключатель сломан. | Проверить, заменить | |
| Выключатель не работает при нажатии на педаль | 1. Сломана педаль. | Проверить, починить, заменить |
| 2. Сломан выключатель. | Проверить, заменить | |
| 3. Сломана монтажная схема. | Проверить, заменить | |
| Не вращается сварочный ролик | 1. Повреждён мотор. | Проверить, заменить |
| 2.Сгорел предохранитель. | Проверить, заменить | |
| 3. Контроллер повреждён. | Проверить, заменить | |
| 4. Сломан узел очистки. | Проверить, починить, заменить | |
| 5. Установлена слишком маленькая скорость. | Проверить, отрегулировать | |
| Повышенное искрение электродов при сварке | 1.Давление в цилиндре слишком маленькое либо слишком большое. | Настроить |
| 2.Расстояние между электродами слишком большое или слишком маленькое. | Настроить | |
| 3.Время предварительного зажима слишком мало. | Настроить | |
| 4. Выбран неподходящий режим сварки. | Настроить | |
| 5. Грязный материал для сварки. | Почистить | |
| При нажатии на педаль цикл не запускается | 1. Сломана микросхема. | Проверить, заменить |
| 2. Главный трансформатор повреждён. | Проверить, заменить | |
| 3. Пульт управления сломан. | Проверить, заменить | |
| Сварка недостаточно плотная | 1. Выбран неподходящий режим сварки. | Настроить |
| 2. Плохой контакт сварочного ролика, ролик грязный. | Проверить, протереть | |
| После нажатия на педаль, вращение мотора не прекращается | 1. Цилиндр повреждён. | Проверить, заменить |
| 2. Сломан клапан. | Проверить, заменить | |
| 3. Пульт управления сломан. | Проверить, заменить |
Схемы
Схема № 1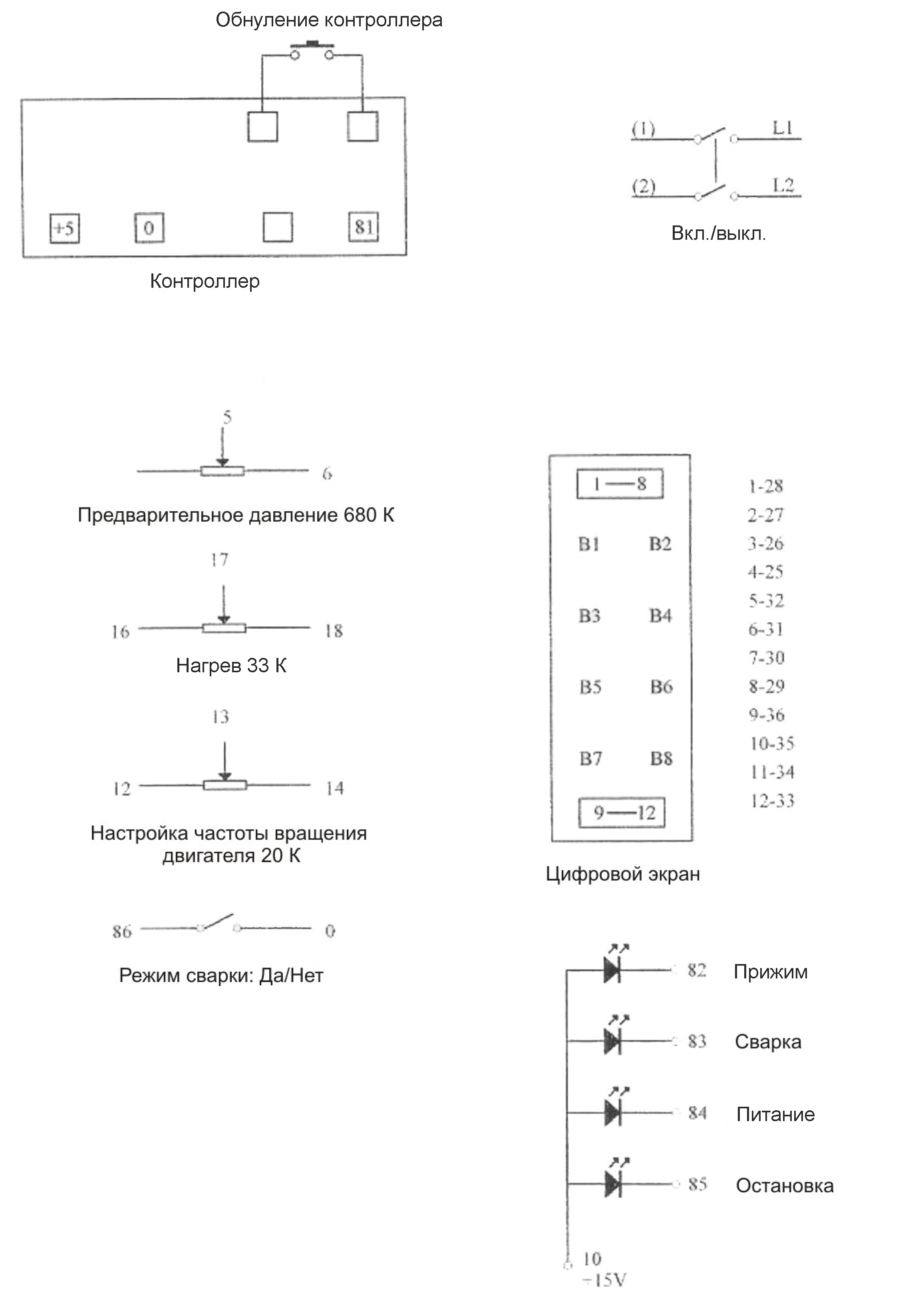
Схема № 2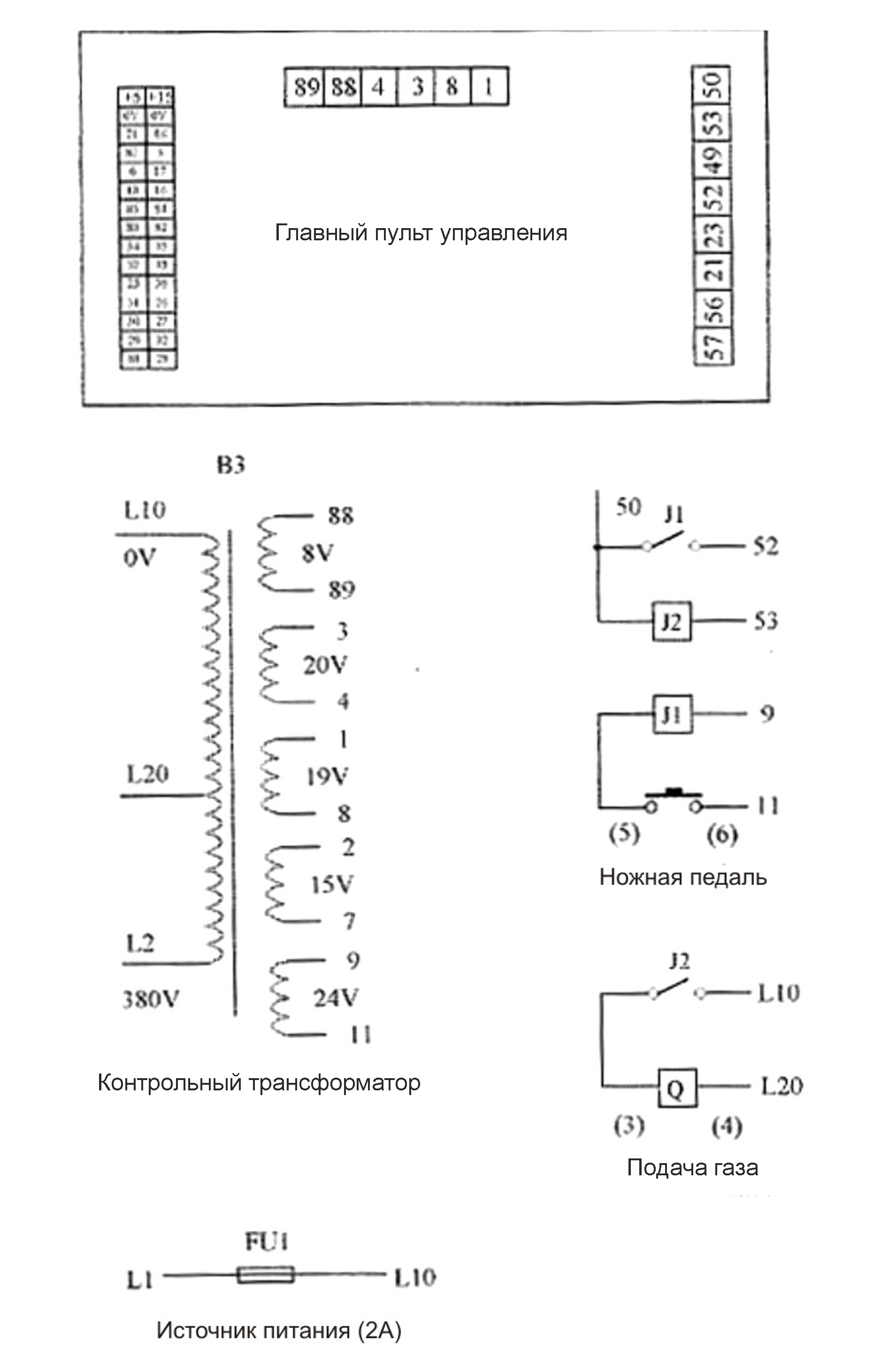
Схема № 3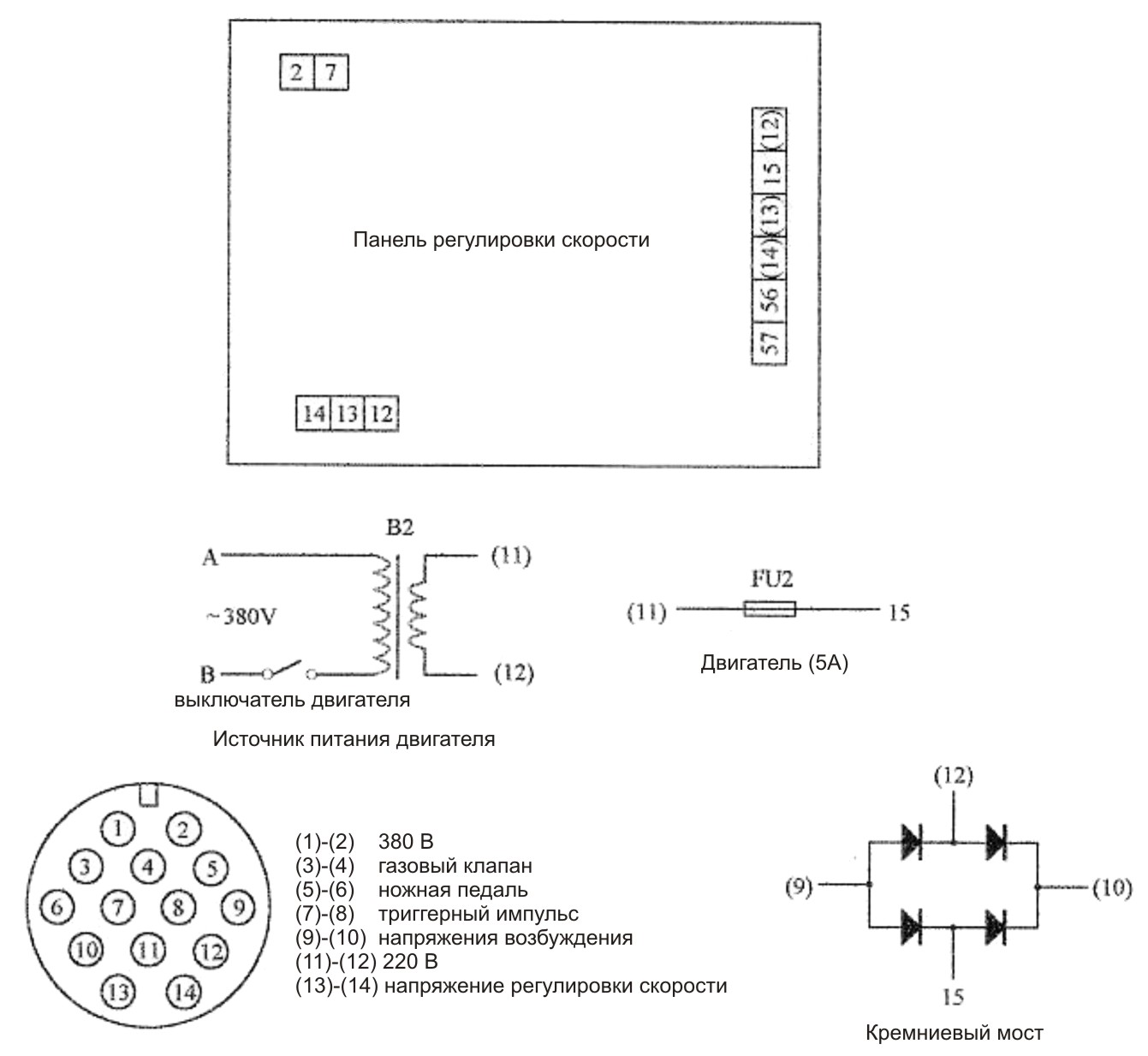
Схема № 4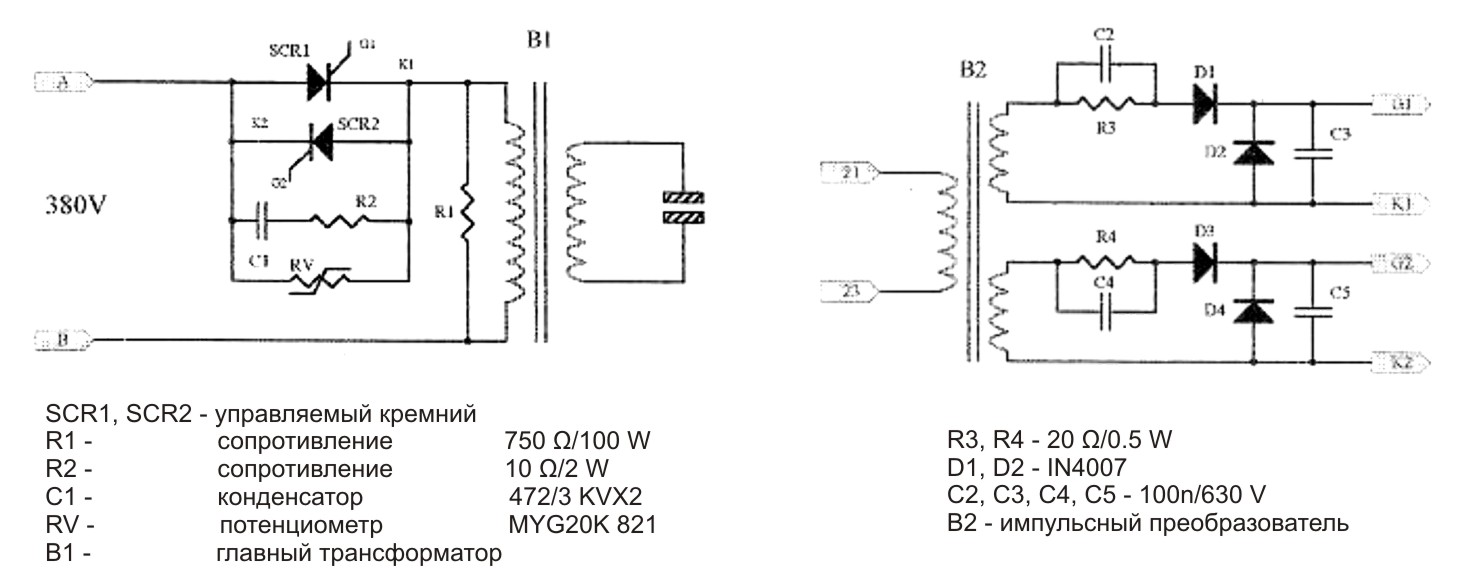
Параметры сварки машины шовной сварки
Регулировка для низкоуглеродистой стали
| Категория регулирования | Толщина листа, мм | Ширина сварочного ролика, мм | Сила прижатия электрода, N | Мин. граница нахлеста, мм | Время сварки, сек | Скорость сварки, м/мин | Швы, швы/10мм | Сила сварочного ток, кА | ||
| рабочая поверхность | общая ширина | сварка | пауза | |||||||
| Сварка на высокой скорости | 0.4 | 5 | 11 | 2200 | 10 | 2 | 1 | 2.8 | 4.2 | 12 |
| 0.8 | 6 | 13 | 3300 | 12 | 2 | 1 | 2.6 | 4.6 | 15.5 | |
| 1.0 | 7 | 14 | 4000 | 13 | 2 | 2 | 2.5 | 3.6 | 18 | |
| 1.2 | 7.7 | 14 | 4700 | 14 | 2 | 2 | 2.4 | 3.7 | 19 | |
| 2 | 10 | 17 | 7200 | 17 | 3 | 1 | 2.2 | 4.2 | 22 | |
| 3.2 | 13 | 20 | 10000 | 22 | 4 | 1 | 1.7 | 3.4 | 27.5 | |
| Сварка на средней скорости | 0.4 | 5 | 11 | 2200 | 10 | 2 | 2 | 2.0 | 4.5 | 9.7 |
| 0.8 | 6 | 13 | 3300 | 12 | 3 | 2 | 1.8 | 4.9 | 13 | |
| 1.0 | 7 | 14 | 4000 | 13 | 3 | 3 | 1.8 | 3.4 | 14.5 | |
| 1.2 | 7.7 | 14 | 4700 | 14 | 4 | 3 | 1.7 | 3.0 | 16 | |
| 2 | 10 | 17 | 7200 | 17 | 5 | 5 | 1.4 | 2.5 | 19 | |
| 3.2 | 13 | 20 | 10000 | 22 | 11 | 7 | 1.1 | 1.8 | 22 | |
| Сварка на низкой скорости | 0.4 | 5 | 11 | 2200 | 10 | 3 | 3 | 1.2 | 5.1 | 8.6 |
| 0.8 | 6 | 13 | 3300 | 12 | 2 | 4 | 1.1 | 5.7 | 11.7 | |
| 1.0 | 7 | 14 | 4000 | 13 | 2 | 4 | 1 | 6.0 | 13 | |
| 1.2 | 7.7 | 14 | 4700 | 14 | 3 | 4 | 0.9 | 5.3 | 14 | |
| 2 | 10 | 17 | 7200 | 17 | 6 | 6 | 0.7 | 3.9 | 16.5 | |
| 3.2 | 13 | 20 | 10000 | 22 | 6 | 6 | 0.6 | 5.2 | 20 | |
Регулировка для оцинкованной стали
| Толщина листа, мм | Ширина раб. поверхности сварочного ролика, мм | Скорость сварки, м/мин |
Сила тока при сварке, кА | Сила прижатия электрода, N | Время сварки, сек | |
| сварка | пауза | |||||
| 0.6 | 4.5 | 2.5 | 16 | 3700 | 3 | 2 |
| 1.0 | 5.6 | 2.5 | 18 | 4300 | 3 | 2 |
| 1.6 | 6.5 | 2.0 | 21 | 5000 | 4 | 1 |
Регулировка для оцинкованного алюминия
| Толщина листа, мм | Ширина раб. поверхности сварочного ролика, мм | Скорость сварки, м/мин |
Сила тока при сварке, кА | Сила прижатия электрода, N | Время сварки, сек | |
| сварка | пауза | |||||
| 0.9 | 4.8 | 2.2 | 20 | 3800 | 2 | 2 |
| 1.2 | 5.5 | 1.5 | 23 | 5000 | 2 | 2 |
| 1.6 | 6.5 | 1.3 | 25 | 6000 | 3 | 2 |
Регулировка для цинка
| Толщина листа, мм | Ширина раб. поверхности сварочного ролика, мм | Скорость сварки, м/мин |
Сила тока при сварке, кА | Сила прижатия электрода, N | Время сварки, сек | |
| сварка | пауза | |||||
| 0.8 | 7 | 1.5 2.5 |
17 18 |
3600~4500 | 3 5 |
2 2 |
| 1.0 | 7 | 1.5 2.5 |
17.5 18.5 |
4200~5200 | 2 5 |
1 1 |
| 1.2 | 7 | 1.5 2.5 |
18 19 |
4500~5500 | 2 4 |
1 1 |
Регулировка для нержавеющей стали
| Толщина листа, мм | Ширина сварочного ролика, мм | Сила прижатия электрода, N | Время сварки, сек | Время паузы, сек | Макс. скорость сварки, м/мин | Сила тока при сварке, кА | Минимальный шов, мм | ||
| Относительная толщина 1:3 | Относительная толщина 1:3 | Относительная толщина 1:3 | Относительная толщина 1:3 | ||||||
| 0.15 | 4.8 | 1400 | 2 | 1 | 1 | 1.52 | 1.70 | 4.0 | 7 |
| 0.3 | 6.4 | 2000 | 3 | 2 | 2 | 1.22 | 1.40 | 5.6 | 8 |
| 0.55 | 6.4 | 3200 | 3 | 2 | 3 | 1.40 | 1.40 | 7.9 | 10 |
| 1.0 | 9.5 | 5900 | 3 | 5 | 6 | 1.20 | 1.14 | 13.6 | 13 |
| 1.6 | 13.7 | 8400 | 4 | 6 | 8 | 1.00 | 1.04 | 15.1 | 16 |
| 2.0 | 15.9 | 10400 | 4 | 7 | 8 | 1.00 | 1.04 | 16.5 | 18 |
| 3.2 | 19.1 | 15000 | 6 | 7 | 9 | 0.97 | 0.94 | 17.0 | 22 |
Примечание: 1. Материал электрода ISVA категория 3-ей группы.
2. Радиус сварочного ролика 75 мм.
Регулировка для алюминиево-магниевого сплава
| Толщина листа, мм | Общее время цикла, сек | Скорость сварки м/мин | Время сварки, сек | Сила прижатия электрода, N | Сила тока при сварке, кА | Ширина сварочного шва, мм | |
| min | max | ||||||
| 0.5 | 5 | 1.0 | 1 | 2 | 2500 | 24 | 2.5 |
| 1.0 | 9 | 0.88 | 2 | 3 | 3500 | 32 | 3.5 |
| 1.6 | 13 | 0.8 | 3 | 4 | 4400 | 38 | 4.8 |
| 2.0 | 18 | 0.64 | 4 | 6 | 4900 | 41 | 5.5 |
| 3.2 | 34 | 0.46 | 7 | 11 | 6100 | 45 | 8.0 |
